注塑驱动系统
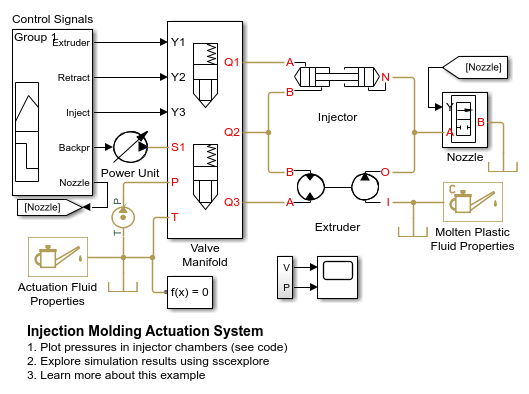
该示例显示了注塑驱动系统。该模型包含一组插装阀,用于控制泵、电机和气缸以执行注塑过程的步骤。
模型
系统示意图
实例中所介绍的系统是在本章中详细描述的注塑机的驱动系统维克斯工业液压手册(1989年第二版),如下图所示。
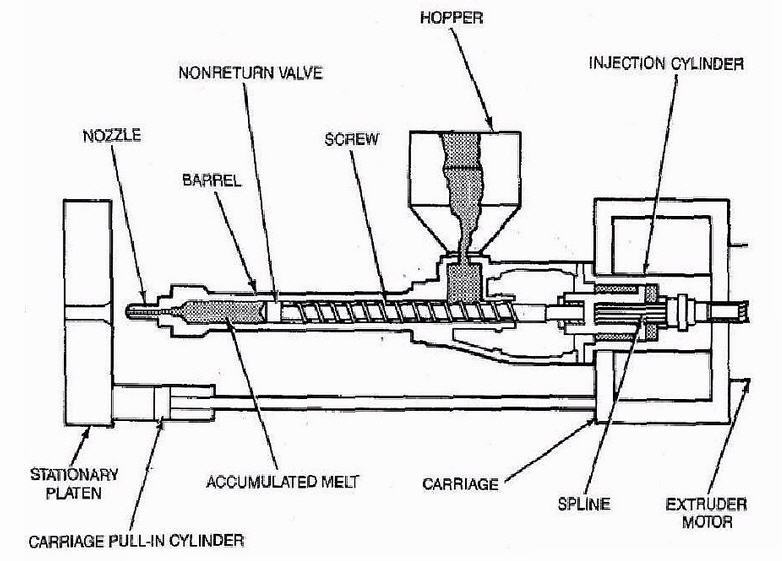
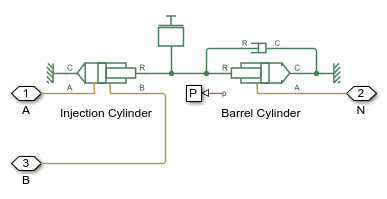
图1。注塑机注塑单元的工作部件
该装置由螺杆和筒体、料斗、挤出机电机和注射筒组成,均安装在托架上。螺杆、挤出机电机和注射筒布置在一个单元中,该单元可沿托架滑动,将熔融塑料从筒筒筒中喷射到模具中。本例中考虑的循环从挤出机旋转开始,在此期间,熔融塑料通过止回阀由螺杆向前推动。当桶体前室中累积了预设体积的熔融塑料时,旋转停止。当腔室充满并被熔融塑料推回时,喷射保持规定的背压。
挤出机运行后的下一个操作称为减压。在此阶段,通过将注射缸的活动腔与储罐连接,对其进行减压。在减压2秒后,注入器单元将暂停,以便将之前成型和硬化的部分从模具中移除。模具关闭后,注射筒向前,将熔融的塑料注射到模具中。
液压原理图
单元液压系统原理图如图2所示。
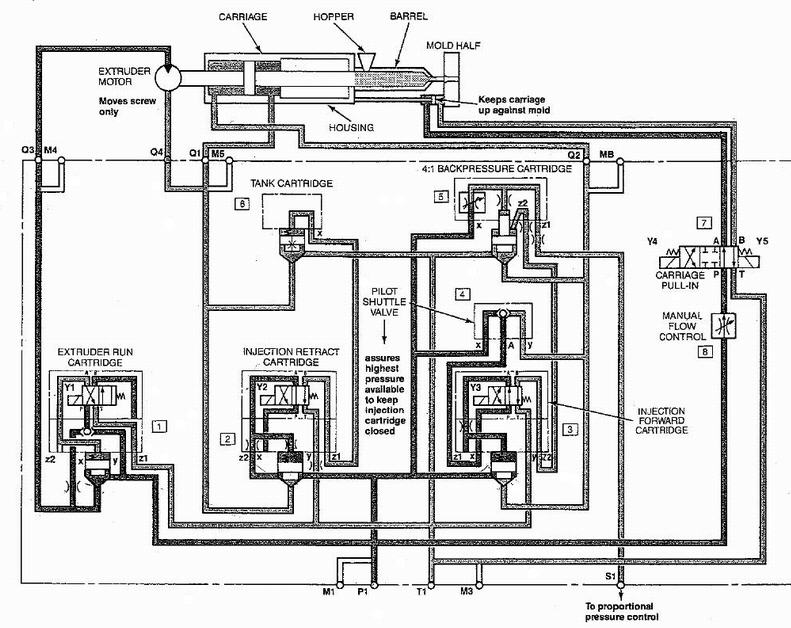
图2。注油单元液压系统原理图
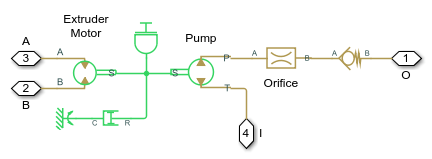
挤出机子系统
喷射器子系统
阀箱子系统
该系统由五个插装阀组成,这些插装阀被安排在注入单元歧管中:
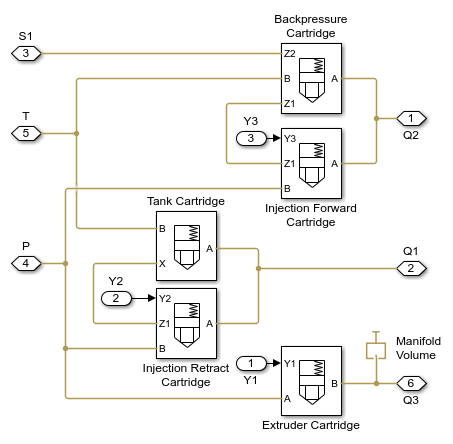
挤出机插装阀
挤出机插装阀控制挤出机电机的旋转。当电磁铁Y1通电时,电机开始旋转。

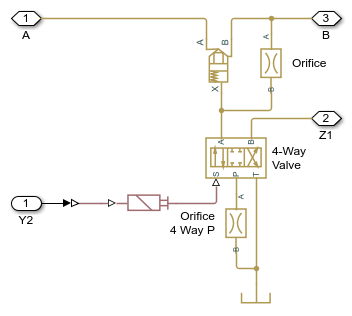
喷射回缩插装阀
注射缩回筒将喷嘴从模具上缩回很短的距离,以便打开模具并移除先前模制和硬化的零件。当电磁铁Y2通电时,阀芯提升阀打开。当电磁铁断电时,提升阀关闭,油箱插装阀的控制室通风,以允许挤出机电机自由回流。
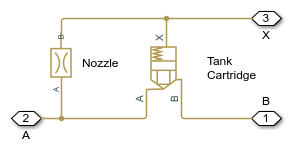
槽插装阀
在筒装过程中,筒装阀将挤出机电机连接到筒装
向前喷射插装阀
向前喷射插装阀向前推动喷嘴以接触模具,并将熔融塑料注射到模具中。药筒由电磁铁Y3控制。在空档位置,背压阀筒的其中一个控制室通风,以允许该阀筒作为泄压阀工作,并保持由端口Z1处的供油压力和背压阀筒盖中的孔开口设定的压力。
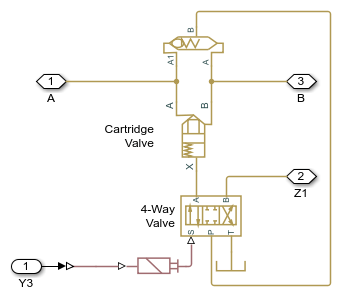
背压插装阀
背压插装阀在注射气缸室中保持低背压,以确保所需的熔融塑料质量。当电磁铁Y3断电时,阀芯提升阀打开。同时,通过对先前通风的控制室加压来关闭背压筒的提升阀。

控制信号
有五个信号控制该系统:
1.挤出机-电磁铁Y1信号
2.缩回-电磁铁Y2信号
3.注入电磁铁Y3信号
4.喷嘴-将喷嘴和模具之间的间隙变化模拟为双向阀。在真正的机器中,当挤出机运行且筒体前部填充时,喷嘴与模具保持接触。这种接触可防止熔融塑料溢出。由于模型中未考虑任何模具,因此喷嘴保持关闭,双向阀由信号“喷嘴”控制。当喷嘴从模具上移开时,阀门打开,以使物体接近真实状态。
5.Backpr-控制端口S1(图2)处的压力水平,以确定背压筒保持的压力。
模型原理图(图1)解释了其余块的用途。
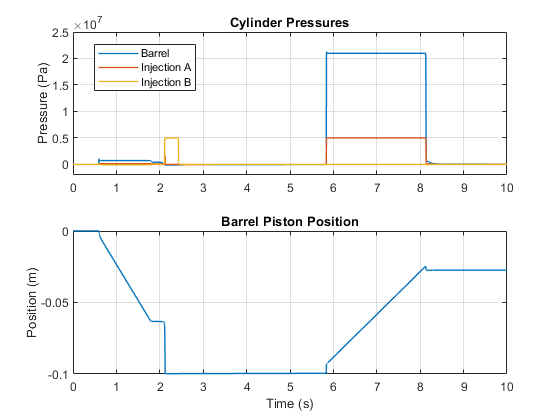
Simscape测井模拟结果
下图显示了喷油器室中的压力和缸筒活塞的位置。通过系统中的压力和位置可以识别回缩、减压和喷射阶段。
你也可以从以下列表中选择一个网站: