管理図とは,主に製造工程の品質管理(质量控制:质量控制)で用いられる代表的な手段の一つで,工程が安定な状態かどうかを統計的に判断するために作成されます。管理図を作成することで、製品の品質を示す数値のばらつきが製造工程の異常によるもの (特殊原因・異常原因) か、原因を調べても意味のない偶然によるもの (共通原因・偶然原因) かを簡単に判断することができます。管理図は、アメリカの統計学者シューハート (W. A. Shewhart) により1924年に考案されました。このことから、管理図は別名「シューハート管理図」とも呼ばれています。
管理図の仕組み
安定な状態の工程では製品や品質のばらつきが設定された許容範囲内に収まります。この許容範囲を管理限界と呼びます。管理限界を超えた製品や工程を異常と判断します。管理図を描くために得たサンプルデータの集合を群と呼びます。また,管理図は監視するデータの種類によって計量値管理図と計数値管理図に分かれます。
計量値管理図
計量値管理図で扱うデータは例えば長さ,重量,硬度,温度,時間,トルクなど一般に測定する量です。このデータは理論上,正規分布に従うとします。
工程の安定性を判断するためのガイドラインとして,日本工業規格(JIS Z 9020 - 2:2016)では±3σの値を示す2本の管理限界線(伦敦大学学院:上方管理限界/拼箱:下方管理限界)の超過の有無だけでなく,連続する3点のうち2点の±2σ超過の有無など,合計8つのルールを規定しています。
Xbar-R管理図の例:
36個の円形パーツの寸法の差分データから作成されたXbar-R管理図

計数値管理図
計数値管理図で扱うデータは不適合品数や不適合率など一般に数を数えることができるものです。
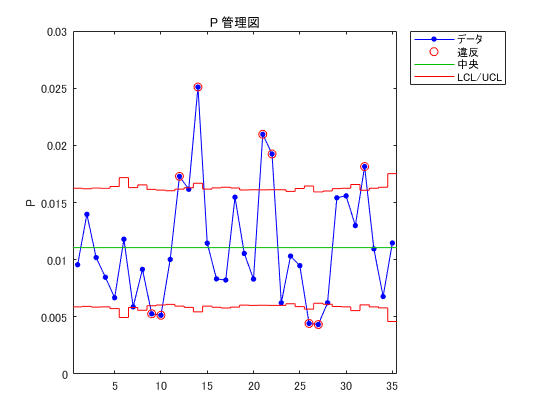
P管理図の例:
製造されたユニット数と,そのうち再加工が必要だったユニット数との35週分のデータから作成されたP管理図
管理図の種類
計量管理図
1.Xbar-R管理図(x r管理図)
計測した値の平均値(Xbar)とばらつき(R)の変化をもとに,工程が安定な状態かどうかを判断します。具体的には,平均値の変化を表すXbar管理図と,ばらつきの変化を表すR管理図の2つを作成します。そのうえで,これら2つの管理図上での値の変化の仕方により工程の安定性を判断します。
2.メディアン管理図(我管理図)
計測した値の中央値(我)とばらつきの変化をもとに,工程が安定な状態かどうかを判断します。メディアン管理図は,平均値のような計算をすることなく,測定値から直接作成することが可能であるというメリットがあります。その反面,Xbar-R管理図と比べて安定性の判定精度に劣るという欠点があります。
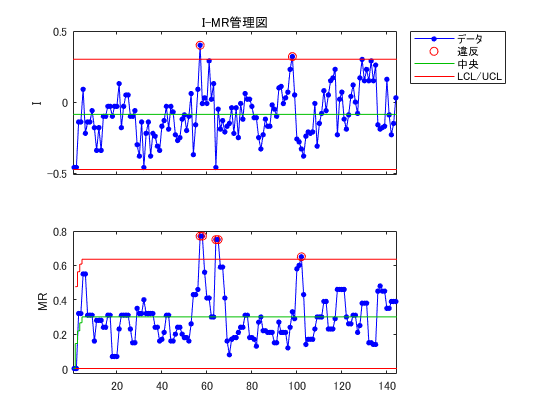
3.I-MR管理図(X-Rs管理図)
個々のサンプルに対する測定値(I)と移動範囲(MR)の変化をもとに,工程が安定な状態かどうかを判断します。I-MR管理図は,コストや時間の制約などの理由で工程から1個のサンプルの測定値しか得られない場合に用います。1個のサンプルの測定値から工程の安定性を判断できる反面,複数サンプルの測定値を用いるXbar-R管理図やメディアン管理図と比べて安定性の判定精度に劣るという欠点があります。このため,工程から複数サンプルに対する測定値が入手可能な場合は,I-MR管理図ではなく,Xbar-R管理図やメディアン管理図のほうが工程の管理に適していると言えます。
計数管理図
1.P管理図
すべての製品について不適合か適合かを個別に判断できる状況で,工程の安定性を不適合品率で判断します。群の数は一定。
2.NP管理図
すべての製品について不適合か適合かを個別に判断できる状況で,工程の安定性を不適合品数で判断します。群の数は不定。
3.C管理図
個々の製品について傷の数など不適合部分を判定できる状況で,工程の安定性を不適合数によって判断します。群の数は一定。
4.U管理図
個々の製品について傷の数など不適合部分を判定できる状況で,工程の安定性を単位ユニット当たりの不適合数によって判断します。群の数は不定。
MATLABで描く管理図
管理図には,上で紹介した以外にも多くの種類があります。MATLABでは日本工業規格(JIS Z 9020-2:2016)が規定する全ての種類の管理図に対応しており、いずれも簡単な手順で作成できます。MATLABにより、必要なデータの読み込みと前処理 (外れ値・欠損値の除去など)、管理図の作成および出力、さらにはシステムへの実装に至るまで、一連の工程を効率よく行うことが出来ます。
I-MR管理図の例: